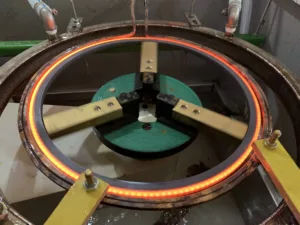
유도 경화는 전자기 유도의 원리를 사용하여 공작물이 교류 자기장에서 자기장 라인을 절단하고 금속 부품 표면에 유도 전류를 생성하도록 하는 담금질 방법입니다. 교류의 표피 효과에 따라 가열된 부분의 표면이 와전류의 형태로 빠르게 가열된 다음 빠르게 유도 소광됩니다.
후 유도 가열 기계 가열 및 담금질 공정을 완료하고 금속 부품의 표면 경도가 높고 코어가 양호한 가소성 및 인성을 유지하여 낮은 노치 감도를 나타내므로 충격 인성, 피로 강도 및 내마모성이 크게 향상됩니다. 다른 열처리에 비해 가열시간이 짧고 표면 산화 및 부품의 탈탄이 적기 때문에 부품 불량률이 매우 낮습니다. 또한 적합한 유도 가열 코일을 선택하는 것은 금속 유도 열처리 분야에서 중요한 역할을 합니다. 조작이 용이하여 기계화 및 자동화, 높은 생산성을 실현합니다.
유도 경화 공정을 사용하는 이유는 무엇입니까?
유도 경화는 전자기 유도에 의해 금속 공작물에 와전류가 발생하고 공작물이 가열되는 과정입니다. 일반적인 금속 가열 기술과 비교하여 유도 경화 기술은 다음과 같은 장점이 있습니다.
금속 공작물 표면 경도가 높습니다. 고주파 및 중주파 유도 가열로 경화된 피삭재의 표면 경도는 일반 담금질보다 2~3HRC 높습니다. 금속 충격 인성, 피로 강도 및 내마모성이 크게 향상됩니다. 금속 공작물의 수명은 유도 담금질에 의해 크게 연장될 수 있습니다.
현대 유도 가열 장비 제조업체, 유도 경화 장비 및 턴키 프로젝트의 완전한 세트를 수행하는 능력의 상당 부분, 사용자가 주문에서 생산 주기를 단축하고 디버깅 과정에서 여러 공급 부서로 인해 피하는 것은 조화롭지 않습니다. 그리고 시간과 같은 긴 디버그 병. 완전한 장비 및 턴키 프로젝트의 공급은 장비 제조업체의 경쟁 수단이 되었습니다.
종합적으로 선두주자 중 하나로 유도 경화 시스템 중국의 제조 업체, 우리는 이미 적합한 유도 경화 열처리 솔루션을 찾기 위해 수천 개의 열처리 공장을 도왔습니다. 따라서 적절한 유도 경화 시스템 유도 담금질 프로세스를 확인합니다. 경화 부품 도면, 재료, 경도, 경화 깊이 요청을 저희에게 알려주십시오. 견적 시트와 함께 관련 유도 가열 경화 시스템 기술 제안을 제공할 수 있습니다. 감사.
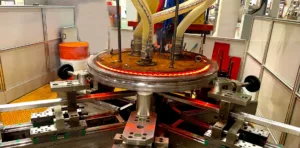
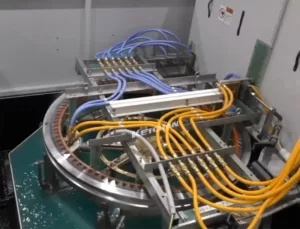
XNUMX회 유도 가열 경화 방식: XNUMX회 유도 가열 또는 동시 유도 가열이 가장 일반적인 유도 경화 방법입니다. 이 방법이 회전 가열을 위해 공작물 표면을 둘러싼 두 개의 직사각형 튜브를 사용하는 경우 일반적으로 단일 샷이라고 합니다. 이 유도 가열 방식의 장점은 모든 공작물 표면적 유도 가열 작업을 한 번에 완료할 수 있다는 것입니다. 따라서 작업이 간단하고 생산성이 높으며 작업 면적이 너무 크지 않은 가열에 적합합니다. 특히 넓은 면적의 공작물을 가열하려면 일회성 가열 방식을 채택하므로 상당한 전력과 높은 투자 비용이 필요합니다. 일회성 유도 가열 경화의 가장 일반적인 예는 중소 모듈러스 기어, CVJ 벨 모양의 쉘 바, 내부 레이스웨이, 캐리어 휠, 지지 휠, 판 스프링 핀, 풀러, 밸브 엔드 및 밸브 로커 암 아크 등입니다. .
스캐닝 유도 경화 방법: 공작물 가열 면적이 크고 유도 가열 전원이 작은 경우 이 방법이 자주 사용됩니다. 이때 계산된 발열 면적 S는 인덕션 링이 포함하는 영역을 나타냅니다. 따라서 동일한 전력 밀도로 유도 가열 기계 요구 전력이 작고 경쟁력있는 유도 경화 장비 투자 비용이 낮고 소량의 유도 경화 생산에 적합하며 대표적인 예는 대구경 피스톤로드, 주름진 롤, 롤, 오일 파이프라인, 빨판 막대, 레일, 공작 기계 가이드 레일 등.
하위 섹션 일회성 유도 가열 담금질 방법: 일반적인 예는 다중 캠축 유도 경화이며, 매번 하나 이상의 캠을 가열하고, 이번에는 유도 담금질을 마친 후, 다른 캠 부품을 가열하고, 기어가 톱니별로 경화되는 것도 이 범주에 포함될 수 있습니다.
하위 섹션 유도 스캐닝 경화 방법: 일반적인 예로는 밸브 로커 샤프트 또는 가변 속도 샤프트 유도 경화가 있으며, 여기서 샤프트의 여러 부분이 유도 담금질을 위해 스캔되고 담금질 너비가 다를 수 있으며 톱니 스캔 담금질도 이 범주에 포함될 수 있습니다.
유도 가열 및 액체 경화: 액체의 유도 경화는 유도 코일과 공작물 가열 표면이 유도 경화 액체에 잠겨 가열 표면 전력 밀도가 주변 급랭 유체 냉각 속도보다 크기 때문에 가열됨을 의미합니다. 따라서 표면이 빨리 가열됩니다. 인덕터의 전원이 차단되면 워크 코어의 열 흡수와 경화 유체의 냉각으로 인해 워크 표면이 경화됩니다. 이 방법은 일반적으로 덜 임계적인 냉각 속도를 요구하는 강철 공작물에 적합합니다. 공작물을 공중에 놓고 유도 코일의 전원을 끄면 표면의 열이 공작물의 중심에 흡수됩니다. 가열된 표면의 냉각 속도가 임계 냉각 속도보다 크면 공작물이 경화되며 이는 액체의 담금질과 유사합니다.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}