유도 어닐링이란 무엇입니까?
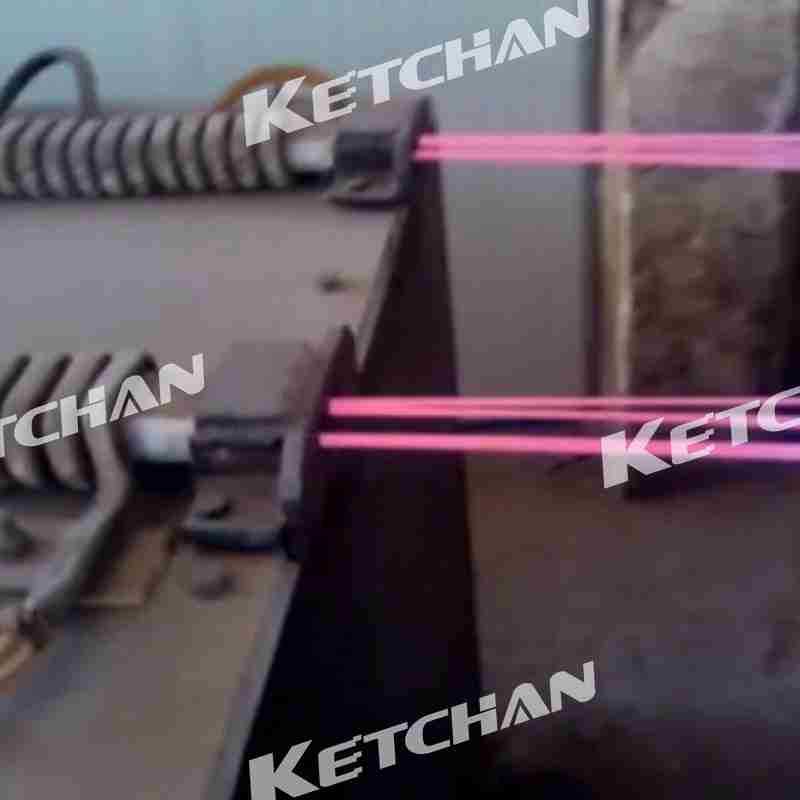
유도 어닐링은 유도 가열의 일부입니다. 유도 소둔의 목적은 금속 재료의 경도, 인성 및 내부 응력을 변경하여 최상의 재료 특성을 얻는 것입니다. 유도 어닐링의 주요 장점은 항상 동일한 결과를 보장하기 위해 공작물을 목표로 하고 반복 가능한 방식으로 가열할 수 있다는 것입니다. 유도 어닐링 동안 교번 전자기장을 통해 공작물에 직접 열이 발생하기 때문에 프로세스를 매우 정밀하게 제어할 수 있으며 에너지의 효율적인 사용을 통해 고효율을 달성할 수 있습니다. 이것은 공작물의 균일한 열 분포와 침투 깊이를 보장합니다. 유도 소둔 공정은 유도 담금질과 같이 물이나 냉각수에 의한 급격한 냉각이 없지만 피삭재의 온도가 서서히 감소합니다. 전체 가열 과정은 비접촉식이며 짧습니다.
유도 어닐링을 사용하는 이유
금속의 재료 특성은 유도 어닐링에 의해 매우 정확하고 안정적으로 향상될 수 있습니다. 유도 어닐링은 주로 연화 어닐링 및 응력 완화 어닐링에 사용되며 기존 공정에 비해 큰 장점이 있습니다. 유도 어닐링에 의해 클린 어닐링 중 열처리에 의해 재료의 불순물을 제거할 수 있습니다.
- 유도에 의해 어닐링 공정은 강철의 경도를 줄이고 가소성을 향상시켜 절단 및 냉간 변형 가공을 용이하게 할 수 있습니다.
- 결정립을 미세화하고 주조, 단조 및 용접으로 인한 미세 조직 결함을 제거하고 강철의 미세 조직 및 조성까지도 강철의 특성을 개선하거나 추후 열처리의 미세 조직을 준비합니다.
- 변형 및 균열을 방지하기 위해 강철의 내부 응력을 제거합니다.
유도 어닐링은 원하는 재료 특성에 따라 주파수, 전력 및 (납땜 참조) 유도 어닐링 시간으로 공정을 완벽하게 조절할 수 있기 때문에 탁월한 가열 제어를 제공합니다. 이는 대량 생산에서 특히 중요한 매우 높은 열처리 품질과 반복성을 보장합니다.
철강 유도 어닐링 공정 및 적용은 무엇입니까?
일반적인 유도 어닐링 공정에는 균질화 어닐링, 완전 어닐링, 불완전 어닐링, 등온 어닐링, 구상화 어닐링, 재결정화 어닐링, 응력 제거 어닐링 등이 포함됩니다.
| NO. | 어닐링 방법 | 주목적 | 어닐링 공정 특징 | 적용 범위 |
|---|---|---|---|---|
| 1 | 확산 어닐링 | 구성 유니폼 | AC30(150-200)℃로 가열, 장시간 보온, 천천히 냉각 | 부품 분리가 있는 철강 주조 및 단조 및 압연 부품 등 |
| 2 | 완전 어닐링 | 세련된 조직, 경도 감소 | AC30(150-200)℃로 가열하여 장기간 보온, 서서히 냉각 | 주조, 용접 부품, 중탄소강 및 중탄소 합금강 단조 및 압연 부품. |
| 3 | 부분 어닐링 | 구조를 개선하고 경도를 줄입니다. | Acl 10(40-60)℃로 가열하고 보온 후 천천히 냉각 | 중탄소강 및 고탄소강 및 저합금강 등의 단조 및 압연 부품(완전 소둔보다 미세조직 미세화 정도가 낮음) |
| 4 | 등온 어닐링 | 구조 미세화, 경도 감소, 백반 방지 | Ac3 + (30 — 50)℃(초공석강) 또는 Acl + (20 — 40)℃(공석강 및 경도, 공석강 생성 방지)로 가열, 일정 시간 유지 후 Ar1보다 약간 낮게 냉각 등온 변환 후 공랭식(공냉식) | 중탄소 합금강 및 일부 고합금강 중주물, 단조 및 스탬핑 부품 등 (미세 조직 및 경도는 전체 어닐링보다 균일함) |
| 5 | 구상화 어닐링 | 탄화물 구형화, 경도 감소, 가소성 향상 | Acl + (20 — 40)℃ 또는 Acl로 가열하여 경도 감소, – (20 — 30)℃ 증가, 보온 등온 냉각 또는 직접 서냉 후 | 다이 및 베어링 강철 부품. 구조용 강철 냉간 압출 부품 |
| 6 | 재결정 소둔 또는 중간 소둔 | 작업 경화 제거 | Ac1 가열 – (50-150)℃, 보온 후 공냉 | 냉간 변형 강철 및 강철 부품 |
| 7 | 응력 제거 어닐링 | 내부 스트레스 해소 | Ac1 – (100-200) C로 가열, 보온 후 200-300 ℃로 공랭 또는 노 냉각 후 공랭 | 게르마늄강 부품, 용접 부품, 단조 부품 |
- 방문 할 수 있습니다. Zhengzhou KETCHAN electronic 주식회사 유튜브 더 많은 비디오 룸. 감사.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}