유도 표면 경화의 장점은 무엇입니까?
유도 표면 경화: 공작물의 표면만을 담금질하는 과정.
목적 : 마텐자이트 조직은 공작물 표면의 특정 깊이 범위 내에서 얻어지며 코어는 표면 담금질 전에 담금질 및 템퍼링 또는 노멀라이징의 조직 상태를 여전히 유지하여 공작물의 표면층을 단단하고 내마모성으로 만들고, 코어는 충분한 가소성과 인성을 유지합니다.
매개 변수 : 경화층의 깊이와 경도 구배. 경화층의 깊이와 경도 구배를 결정할 때 표면 경화층은 공작물의 하중 응력 분포와 일치해야 합니다.
유도 표면 경화 란 무엇입니까?
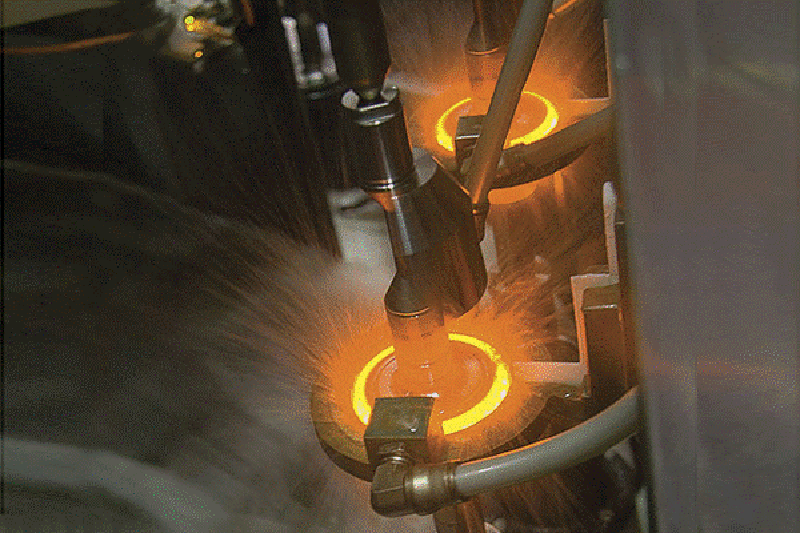
가공물을 통과하는 유도 전류에 의해 발생하는 열 효과에 의해 가공물의 표면이 가열되고 급속하게 냉각되는 유도 경화 공정.
- 유도 가열의 기본 원리
전자기 유도, 와전류 가열, 히스테리시스 가열과 같은 물리적 현상과 도체의 교류 전기 분포 특성을 활용합니다.
인덕터에 교류가 흐르면 인덕터 주위에 동일한 주파수의 교류 자기장이 생성됩니다. 교류 자기장의 작용으로 공작물에 유도 기전력이 발생하여 인덕터와 동일한 주파수와 반대 방향의 유도 전류, 즉 와전류가 발생합니다. 와전류는 공작물 자체의 저항으로 인해 열에너지로 변환되어 공작물을 가열하며, 이를 와전류 가열이라고도 합니다.
- 유도 가열 기계 분류 및 응용
출력에 따라 현재 주파수는 고주파, 중간 주파수, 전원 주파수 및 초고주파 유도 가열기로 나눌 수 있습니다.
유도 가열기 | 진동수 범위 | 출력 | 적용 범위 |
전원 주파수 유도 가열 기계 | 0.05KHZ | 100-2000 | 더 큰 롤러 및 더 큰 직경의 샤프트 유도 표면 경화 공정에 적합합니다. |
중주파 유도가열기 | 10KHZ | 15-1000 | 1. 더 큰 모듈 기어, 캠축, 크랭크축 표면 유도 경화. 2. 중소 샤프트 및 베어링 슬리브 유도 경화. |
고주파 유도 가열기 | 30 - 60KHZ | 5-500 | 1. 소형 또는 중형 모듈 기어, 스핀들 표면 유도 경화 2. 크랭크축, 캠축 경화. |
초고주파 유도가열기 | ≥200KHz |
| 1. 더 작은 모듈 기어 표면 유도 경화. 2. 더 작은 샤프트 표면 유도 경화. |
유도 표면 경화 후 금속 성능은 무엇입니까?
- 표면 경도: 급속 가열 및 담금질을 받는 공작물의 표면 경도는 일반 담금질보다 2~5% 포인트 높은 경우가 많습니다.
- 내마모성 : 급속 가열 표면 담금질 후 공작물의 내마모성은 일반 담금질보다 우수합니다.
- 피로 강도: 올바른 케이스 경화 공정을 사용하면 부품의 피로 저항을 크게 향상시킬 수 있습니다.
- 잔류응력 분포: 표면 담금질 후 잔류 응력의 크기와 분포는 강종, 부품 크기, 경화층 깊이, 가열 및 냉각 등과 같은 다양한 요인과 관련이 있습니다.
유도 표면 경화 공정이란 무엇입니까?
유도 경화 공정에는 주로 주파수 및 비출력의 선택 및 결정, 가열 방법 및 가열 공정 매개 변수의 선택 및 결정, 냉각 매체 및 냉각 방법의 선택 및 결정 등이 포함됩니다.
주파수 및 특정 전력의 결정:
현재 주파수는 경화층의 깊이의 요구 사항에 따라 합리적으로 선택되어야 합니다. 경화층의 깊이에 따라 전류 주파수를 선택할 때 열처리 매뉴얼에서 찾을 수 있습니다.
제품 관련
-
 유도 열처리 시스템
유도 열처리 시스템기어 경화 기계
-
유도 열처리 시스템
표면 경화기
-
유도 열처리 시스템
샤프트 유도 경화 기계
-
 유도 열처리 시스템
유도 열처리 시스템크랭크 샤프트 유도 경화 기계
-
CNC 경화 시스템
샤프트 CNC 경화 공작 기계
-
CNC 경화 시스템
유도 담금질 시스템





