기어 경화란 기어 치면의 표면에 경화층을 생성하여 기어의 내마모성과 피로 강도를 향상시키는 공정입니다. 기어 경화에는 유도 경화, 침탄, 질화, 화염 경화 등 다양한 방법이 있습니다.
- 유도 경화 전류를 사용하여 자기장에서 기어 톱니를 가열한 다음 물이나 오일로 냉각시킵니다. 이 방법은 빠르고 정확하며 에너지 효율적이지만 특수 장비가 필요하고 뒤틀림이나 균열이 발생할 수 있습니다.
- 침탄은 탄소가 풍부한 분위기에서 가열하여 저탄소강 기어의 표면층에 탄소를 도입하는 표면 경화의 일종입니다. 이 방법은 경도와 인성이 높은 깊고 균일한 케이스를 생산하지만 시간이 오래 걸리고 치수 변화가 발생할 수 있습니다.
- 질화는 질소가 풍부한 분위기에서 가열하여 합금강 기어의 표면층에 질소를 도입하는 또 다른 유형의 표면 경화입니다. 이 방법은 내마모성과 피로강도가 높은 얇고 단단한 케이스를 생산하지만 코어의 연성 및 인성이 저하될 수 있습니다.
- 화염 경화는 직접 화염을 사용하여 기어 톱니를 가열한 다음 물이나 공기로 담금질합니다. 이 방법은 간단하고 저렴하며 유연하지만 가열이 고르지 않거나 산화되거나 뒤틀릴 수 있습니다.
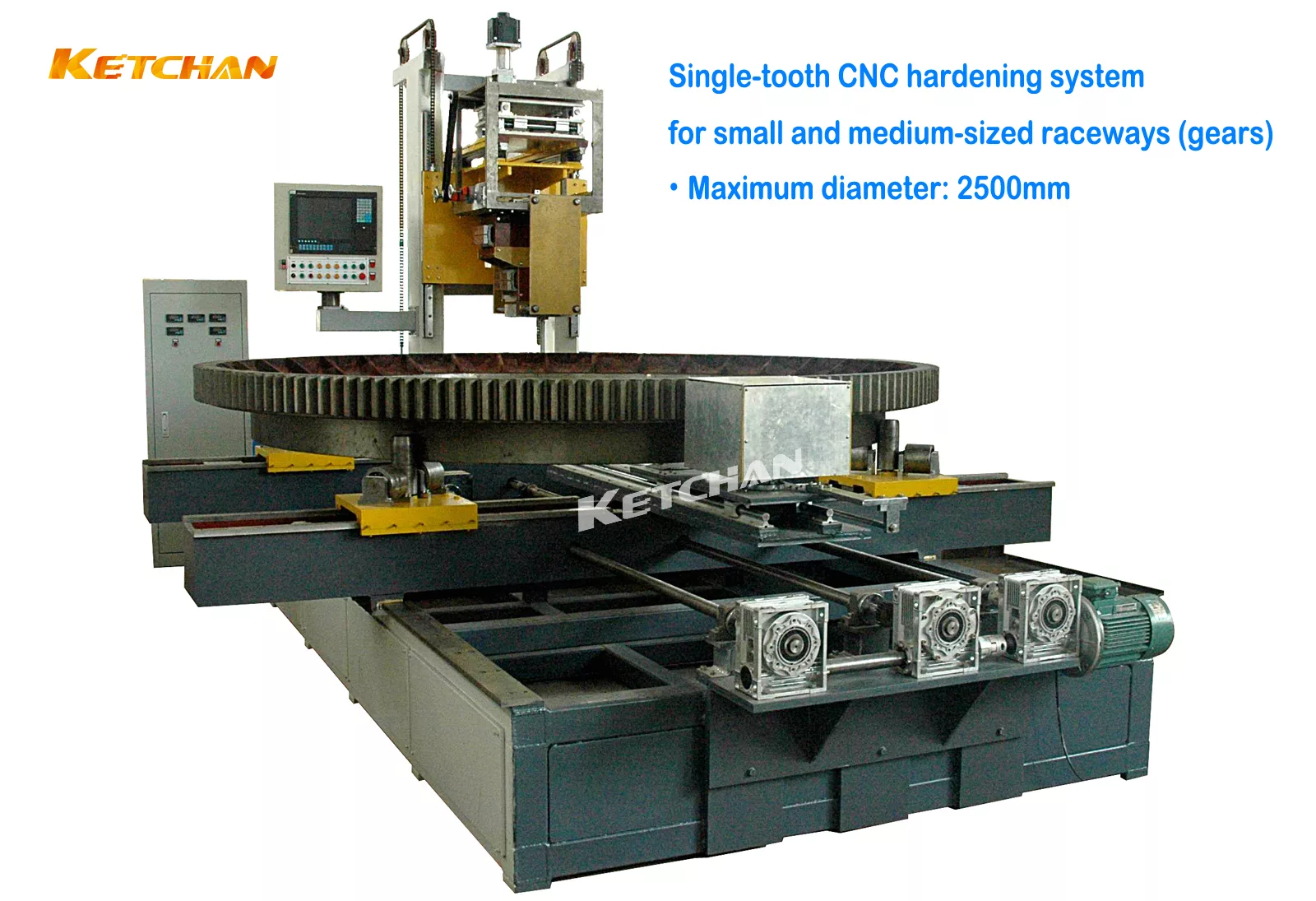
다른 경화 방법과 비교한 기어의 유도 경화
- 유도 경화는 빠르고 정확하며 에너지 효율적이지만 특수 장비가 필요하고 뒤틀림이나 균열이 발생할 수 있습니다.
- 유도 경화는 기어 톱니의 표면만 경화시켜 코어를 부드럽고 연하게 만듭니다. 이는 기어의 피로와 충격 강도를 향상시킬 수 있지만 내마모성과 코어 경도를 감소시킬 수도 있습니다.
- 유도 경화는 인덕터 설계에 따라 루트나 측면과 같은 기어 치의 특정 영역을 경화시킬 수 있습니다. 이는 다양한 기어 응용 분야에 대한 경도 패턴을 최적화할 수 있지만 전자기 끝 및 가장자리 효과를 생성할 수도 있습니다.
- 유도 경화는 외부 또는 내부 기어, 웜 기어, 랙 및 스프로킷과 같이 대형 모듈과 복잡한 형상을 가진 기어에 적합합니다. 톱니별 기술은 적용하기 어렵기 때문에 소형 및 미세 피치 기어에는 적합하지 않습니다.