유도 경화는 금속 부품이 교류 자기장에 의해 가열된 후 담금질(빠르게 냉각)되는 일종의 표면 경화입니다. 담금질된 금속은 마르텐사이트 변태를 겪어 부품의 경도와 취성을 증가시킵니다. 유도 경화는 전체 부품의 속성에 영향을 주지 않고 부품 또는 어셈블리 영역을 선택적으로 경화하는 데 사용됩니다. 유도 경화는 샤프트, 기어, 스프링 및 스탬핑과 같은 철강 부품의 내마모성, 표면 경도 및 피로 수명을 개선하기 위한 일반적인 공정입니다.
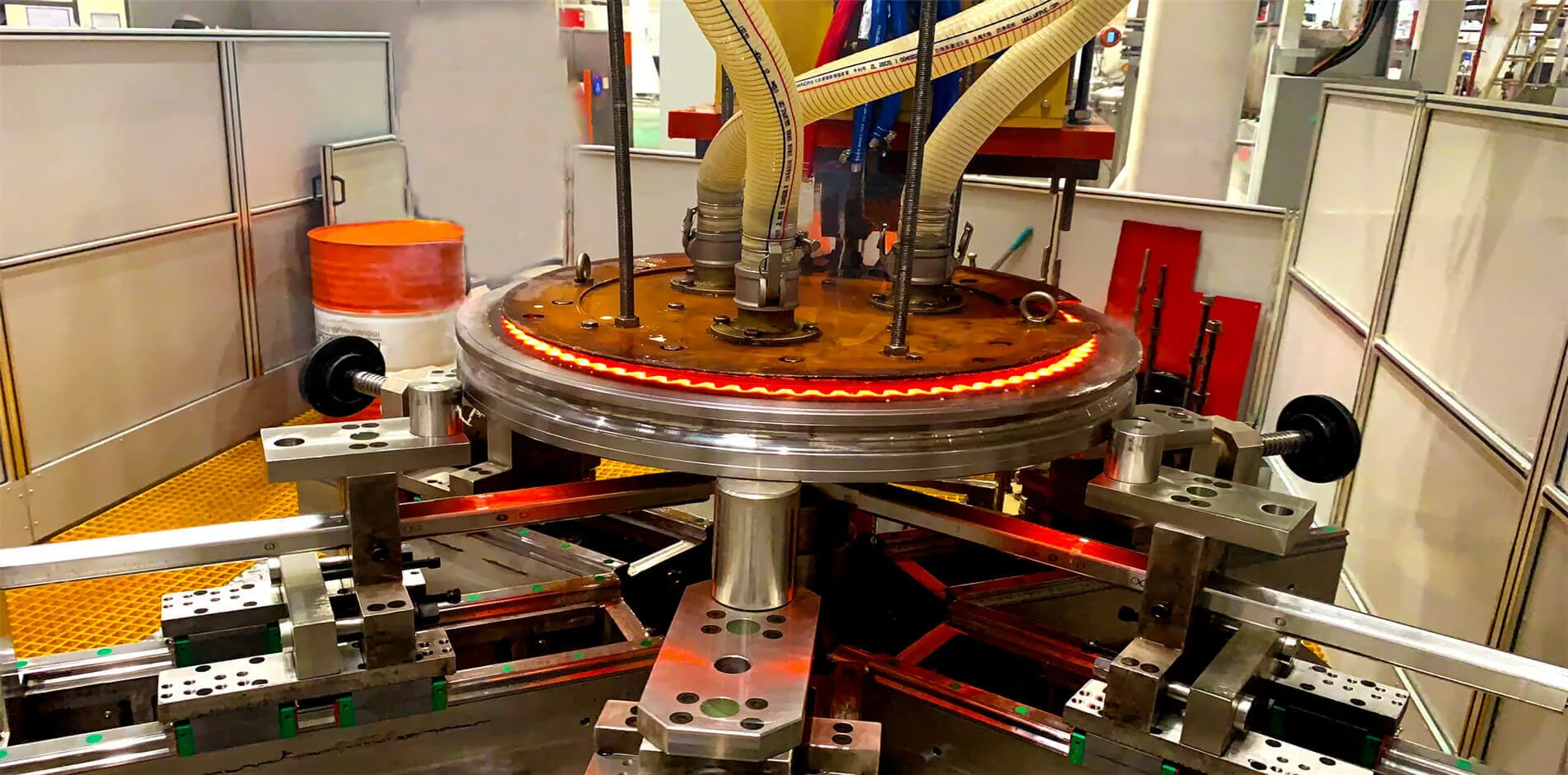
유도 경화 주파수를 선택하는 방법은 무엇입니까?
유도 경화기의 가열 빈도는 공작물의 크기 및 모양, 필요한 가열 깊이 및 패턴, 생산 속도, 장비의 비용 및 크기와 같은 여러 요인에 따라 달라집니다. 일반적으로 더 높은 주파수는 더 얕은 가열 깊이와 균일한 열 패턴을 생성하지만 더 많은 전력이 필요하고 더 많은 전기 역학적 힘과 음향 잡음을 유발할 수 있습니다. 더 낮은 주파수는 더 깊은 가열 깊이와 덜 균일한 열 패턴을 생성하지만, 더 적은 전력을 필요로 하고 전기역학적 힘과 음향 잡음을 덜 유발할 수 있습니다.
럭셔리 고주파 경화, 주파수는 중간 주파수(MF)와 무선 주파수(RF)의 두 그룹으로 나뉩니다. MF 범위는 일반적으로 3-50kHz이고 RF는 100-400kHz입니다. MF는 케이스 깊이가 깊은 대형 및 중간 크기 부품을 가열하는 데 적합하고 RF는 케이스 깊이가 얕은 작고 얇은 부품을 가열하는 데 적합합니다. 의 몇 가지 예 유도 경화 어플리케이션 일반적인 주파수는 다음과 같습니다.
- 기어 윤곽 경화: 3-10kHz
- 샤프트의 표면 경화: 10-30kHz
- 작은 부품의 표면 경화: 100-400kHz
- 금속 공작물의 유도 브레이징: 100-400kHz
- 소량의 금속 유도 용해: 100-400kHz13
유도 경화 공정을 최적화하기 위한 주파수, 전력 및 시간의 최상의 조합을 선택하려면 컴퓨터 시뮬레이션 또는 실험 테스트를 사용하여 자세한 분석을 수행해야 합니다.