
베어링의 유도 경화
유도 경화는 유도 가열 및 담금질을 사용하여 베어링과 같은 금속 부품에 경화층을 생성하는 표면 경화 기술입니다.
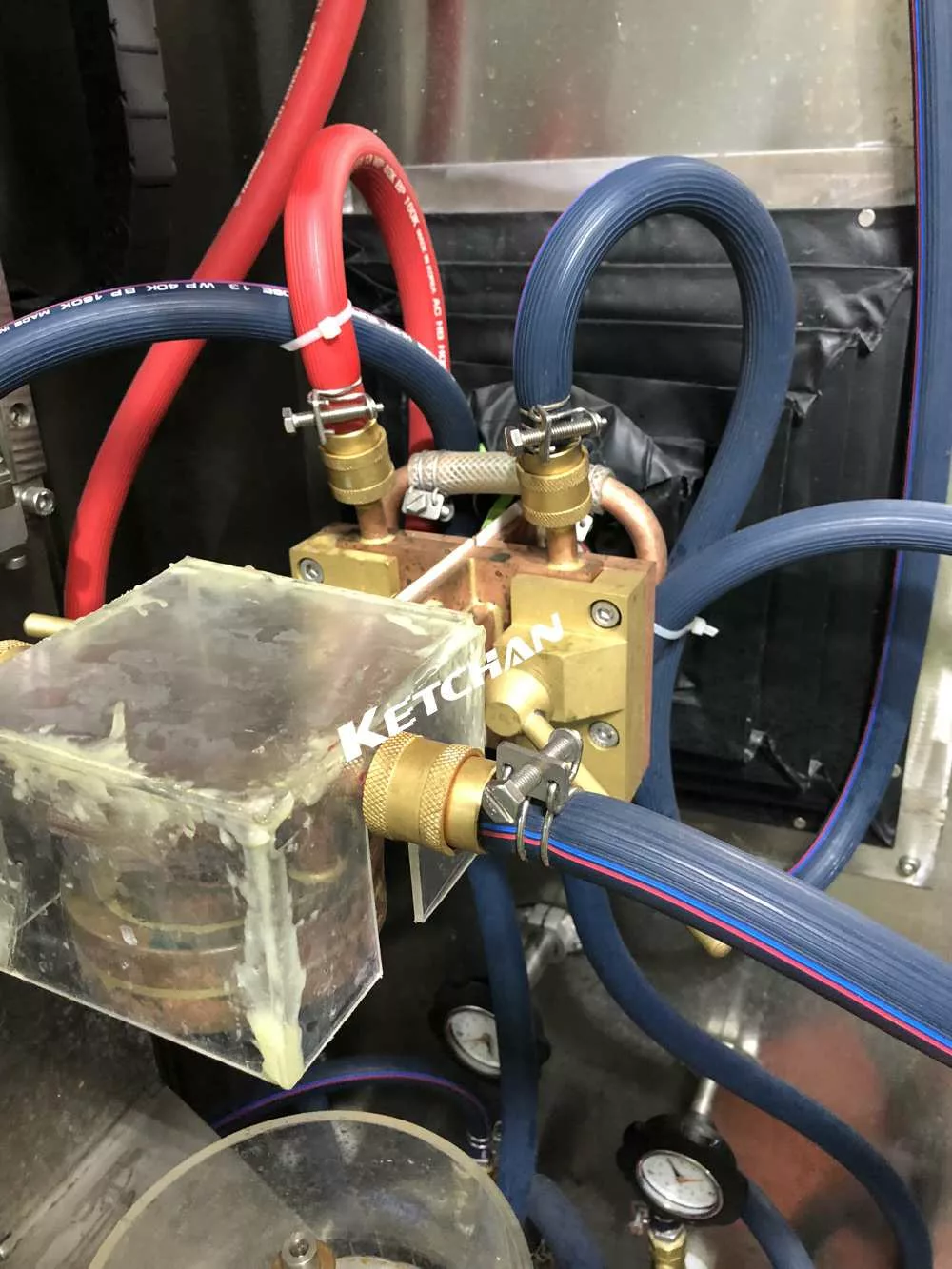
- 배치: 베어링은 구리 코일 내부에 배치됩니다.
- 가열: 베어링은 교류에 의해 변태 온도 이상으로 가열됩니다.
- 담금질: 베어링은 물이나 다른 담금질 매체에 의해 급속하게 냉각됩니다. 이 공정은 표면의 경도와 내마모성을 증가시키지만 표면을 더욱 부서지기 쉽게 만듭니다.
베어링의 경우 유도 표면 경화에는 소프트 존을 사용한 스캐닝, 소프트 존 없이 스캐닝, 단일 샷 경화라는 세 가지 유형이 있습니다. 일부 공정에서는 경화 작업이 별개의 단계로 나누어집니다. 즉, 시작 영역 가열, 시작 담금질 시작, 그런 다음 코일이 링 주위를 이동하여 가열합니다.
이러한 유형의 경화에는 0.3~0.6wt% C의 탄소 함량이 필요합니다. 유도 표면 경화 저합금 중탄소강은 높은 내마모성을 요구하는 중요한 자동차 및 기계 응용 분야에 널리 사용됩니다.
베어링 고주파 경화 열처리의 장점
- 내마모성 증가: 경도와 내마모성 사이에는 직접적인 상관관계가 있습니다. 유도 경화를 통해 부품의 내마모성이 크게 향상됩니다.
- 강도 및 피로 수명 증가: 이는 연질 코어와 표면의 잔류 압축 응력으로 인해 발생합니다. 유도 경화는 충격 하중과 진동을 처리하는 데 필요한 연성을 희생하지 않고도 베어링 저널과 샤프트 섹션에 탁월한 내구성을 부여할 수 있습니다.
- 열처리 변형 감소 : 표면만 가열 및 냉각하여 열처리 변형을 줄일 수 있습니다.
- 더 높은 표면 경도: 경화보다 국부 냉각 속도가 더 빠르면 더 높은 표면 경도 값을 얻을 수 있습니다.
- 견고한 코어가 있는 깊은 케이스: 일반적인 케이스 깊이는 030” – 120”이며 이는 임계 미만 온도에서 수행되는 침탄, 탄질화 및 다양한 형태의 질화와 같은 공정보다 평균적으로 더 깊습니다.
- 선택적 경화 공정: 용접 후 또는 가공 후 부위는 부드러운 상태를 유지합니다. 이를 달성할 수 있는 다른 열처리 공정은 거의 없습니다.
- 상대적으로 최소한의 왜곡: 예를 들어 길이가 1" Ø x 40"인 샤프트에는 두 개의 균일한 간격의 저널이 있으며 각 저널은 하중 지지와 내마모성이 필요합니다. 유도 경화는 총 2인치 길이의 표면에서만 수행됩니다. 기존 방법을 사용하면(또는 해당 문제에 대해 전체 길이를 유도 경화하는 경우) 훨씬 더 많은 변형이 발생합니다.
- 10451과 같은 저가형 강철을 사용할 수 있습니다.
이러한 이점으로 인해 유도 경화는 표면 경화, 경화를 통한 템퍼링 및 응력 완화, 어닐링 및 정규화, 결정립 미세화, 석출 경화 또는 노화, 분말 금속 소결 등 다양한 응용 분야에 효과적인 열처리 공정이 됩니다.