현재 캠축 개방 홈, 차동 하우징 등과 같은 많은 유형의 홈이 있는 담금질 부품이 있습니다. 그러나 홈이 있는 부품의 담금질 품질이 보장되지 않았으며 담금질도 매우 어렵습니다. 이 논문에서는 그루브 형 담금질 인덕터를 XNUMX 가지 형태와 XNUMX 가지 형태로 개선하고 공정 디버깅에서 조정하여 담금질 효과가 이상적이며 다양한 그루브 부품의 요구 사항을 충족하도록합니다.
1. 홈 부품용 인덕터 냉각에 대한 논의
(1) 홈이 있는 퀜칭 인덕터의 상태
부품 슬롯의 내부가 가열되며 특히 내부 폭이 작은 경우 인덕터를 설계하기 어렵습니다. 그림 1의 인덕터는 근접 효과의 원리를 이용하여 내부 표면을 고효율로 가열합니다. 인덕터의 활성 부분은 중간에 있는 두 개의 전도성 튜브입니다. 두 관의 전류 방향은 항상 같은 방향이므로 전도성 관의 전류는 외부로 압착됩니다. 두 개의 전도성 튜브에 자석이 추가되지 않았지만 가열 효율이 상당히 높습니다.
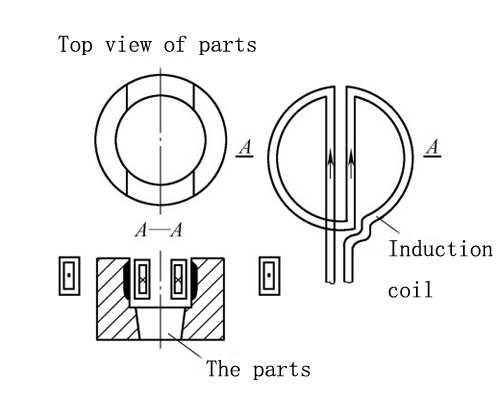
그림 1 슬롯 내부의 XNUMX선식 가열 인더스터
(2) 개구부가 작은 퀜칭 인덕터의 설계
슬롯 폭이 9mm이기 때문에 인덕터를 만들기 위해 두 개의 전도성 튜브가 사용되며 사용되는 구리 튜브가 매우 작고 제작이 어렵고 인덕터의 수명이 매우 짧습니다. 따라서 이를 개선하여 단일 동관을 가열에 사용하고 유도 가열의 근접 효과를 가열에 사용합니다(그림 2 참조).
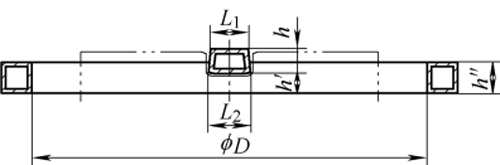
그림 2 개선된 산업구조
2. 홈 퀜칭 인덕터의 적용
그 후, 캠축 홈과 차동 케이스의 개방 홈에 대해 각각 담금질 시험을 수행하였다.
(1) 캠축 개방 홈의 담금질 공정 시험
당사는 캠샤프트 제조사로부터 캠샤프트의 열린 홈을 퀜칭하는 작업을 위탁받았습니다. 열린 홈의 너비는 9.3mm, 깊이는 9mm, 홈 너비의 변형은 0.1mm 이하입니다(그림 3 참조).
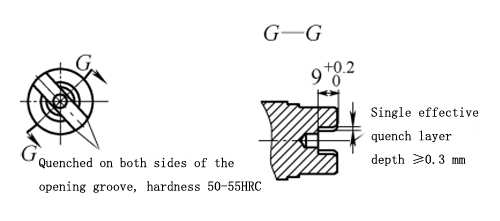
무화과. 3 캠축 개구부에 대한 기술 요구 사항
인덕터의 가열 부분은 먼저 직사각형 단면의 구리 튜브(그림 4 참조)로 가열되고 가열 표면과 개구부 슬롯의 바닥 표면 사이의 간격을 조정하고 50kW, 30kHz 주파수를 사용하여 담금질, 담금질 면적은 약 4mm로 기술 요구 사항을 충족시키는 것과는 거리가 멉니다. 인덕터 구조를 개선해야 합니다.

그림 4 직사각형 단면(30kHz)의 유효 가열면이 있는 구리관의 샘플 블록을 담금질
인덕터의 가열 부분은 사다리꼴 단면 동관(그림 5 참조)을 사용하고 가열 표면과 개구부 슬롯의 바닥 표면 사이의 간격을 조정하고 담금질에 30kHz, 50kW 주파수를 사용하며 담금질 영역은 8mm에 불과합니다. 여전히 9mm 요구 사항을 충족시키지 못하지만 기술 요구 사항에 매우 접근하므로 현재 프로세스 매개 변수를 조정할 필요가 있습니다.

그림 5 사다리꼴 단면 유효 가열 표면(30kHz)이 있는 구리 튜브의 담금질 샘플 블록
인덕터의 가열 부분에 사다리꼴 단면 동관을 사용하고 가열 표면과 열린 홈의 바닥 표면 사이의 간격을 조정하고 5.8kHz 주파수, 90kW 단시간 가열을 사용하여 담금질, 깊이 및 전체 열린 홈의 양쪽에 있는 경화층의 경도는 기술 요구 사항을 충족합니다. 개구에는 홈의 바닥 표면과 직각으로 경화층이 있습니다(그림 6 참조), 변형도 작습니다( 첨부된 표 참조), 고객은 매우 만족합니다.

그림 6. 사다리꼴 단면 유효 가열 표면 동관 담금질 샘플(5.8kHz)
(2) 차동 케이스의 개방 슬롯의 공정 시험
우리 회사는 자동차 제조업체로부터 차동 케이스의 연결 홈을 퀜칭하도록 의뢰했습니다(그림 7 참조). 홈 너비는 18.5mm이고 깊이는 9mm입니다. 8개의 홈은 Φ120 및 Φ75 링에 고르게 분포되어 있습니다. 기술 요구 사항은 단조입니다. 담금질 및 템퍼링 처리 90 ~ 230HBW 후 점선 부분은 고주파 경화되고 표면 경도는 53 ~ 59HRC, Ds = 2 ~ 3mm입니다.
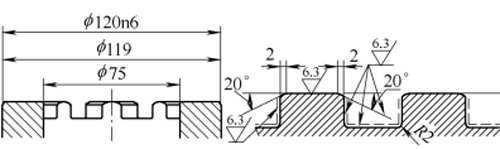
그림 7 차동 케이스의 개방 슬롯에 대한 기술 요구 사항
사다리꼴 단면 인덕터의 퀜칭 효과는 전면에서 이상적이므로 이 인덕터 구조는 이후 테스트에서도 사용됩니다. 가열 및 담금질은 5.8kHz, 98kW를 사용하고, 인덕터와 탱크 바닥면의 간격은 0.5~1mm, 5.2초 동안 가열 (참고: 담금질 영역 근처에서 뜨임 방지를 위한 보조 냉각 시스템 추가 열린 탱크). R2mm 필렛에 경화층이 없는지 확인합니다(그림 8 참조). 센서의 위치와 공정 매개변수를 수정해야 합니다.

그림 8 차동 케이스의 첫 번째 담금질 샘플
위의 테스트에 따라 하단 가장자리 간격을 1~1.5mm로 늘리고 가열 및 담금질에 5.8kHz, 98kW를 사용하고 가열 및 담금질에 가열 시간을 6.5초로 연장(참고: 추가 담금질 구역이 열린 슬롯 템퍼링에 인접해 있는 것을 방지하기 위한 보조 냉각 시스템). 테스트 결과: 홈 양쪽의 표면 경도는 55-56HRC, Ds=2mm입니다. R2mm의 표면 경도는 55HRC, Ds=1.5mm입니다. 홈 바닥 표면의 표면 경도는 56HRC, Ds=3mm입니다(그림 9 참조). 테스트 결과는 기술 요구 사항을 충족합니다.

그림 9 차동 케이스의 두 번째 담금질 샘플
3. 결론
담금질 홈 부품의 요점은 다음과 같습니다. 인덕터의 구조와 유효 가열 표면 구조, 인덕터와 담금질 부분 사이의 간격, 담금질 공정 매개 변수 (주파수, 전력, 가열 시간 등)의 일치 .) 및 담금질 영역 근처의 템퍼링 방지 냉각 시스템.
또한 갭은 이러한 부품의 경화층 깊이에 매우 분명한 영향을 미치며, 센서의 양면과 개방 홈의 측면 사이의 갭이 정확히 동일한지 확인하기 어렵습니다. 양면 경화층의 깊이와 형상을 비대칭으로 하여 위치결정의 정확도가 매우 높아 보입니다. 중요한.
태그 :케이스 경화, 판매, 고주파 경화 자동차 부품, 고주파 경화 자동차 부품, 유도 경화 캠, 유도 경화 CV 조인트, 유도 경화 CVJ, 유도 경화 차동 케이스, 유도 경화 홈, 유도 경화 LJ 아우터, 고주파 경화 기계, 유도 경화 공작 기계, 유도 경화 공정, 유도 경화 서비스, 고주파 경화 솔루션, 유도 경화강, 유도 히터, 유도 가열, 유도 가열 기계, 인덕턴 경화기, KETCHAN, KETCHAN Electronic, 제조 업체, 가격, 공급 업체, 유도 경화 후 템퍼링, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic





